



Bero-transferentzia lerro modernoetan, fabrika askok oraindik ere eskuzko aldaketa, kargatzea, zuritzea eta deskargatzea erabiltzen dute. Ikuspegi honek ekoizpena giza lanaren erritmoari lotzen dio eta kalitate-kontrola zaildu egiten du egonkor mantentzea. Sei estazioko bero-prensa guztiz automatikoen belaunaldi berriak hori aldatzen du. Lehenago bereizitako urratsak sistema kolaboratibo bakar batean integratzen ditu: materiala karruselak biratzen duen heinean isurtzen da, estazioak erritmoan eskualdatzen dira eta makinak ez du jendearen zain egoten: ekoizpen-erritmoa bere kabuz doa. Hau automatizazioaren hobekuntza bat baino gehiago da; ekoizpena nola antolatzen den berreraikitzea da.
1. Ekoizpen jarraitua sistema koordinatu batekin
Ohiko lineetan, oztopoa askotan urratsen arteko eskualdatzean agertzen da. Kargatzea, transferentzia, zuritzea eta eramatea sinpleak dirudite, baina edozein atzerapen edo huts egiteak erritmoa hausten du. Sei geltokiko sistemak hauskortasun hori kentzen du giza koordinazioa egituratutako geltoki-mailako sinkronizazioarekin ordezkatuz.
Karrusela da logika honen muina. Sei lan-mahai biratzen dira programatutako kadentzia batean: bat kargatzen ari da, bestea transferitzen, bestea zuritzen eta bestea hozten. Estazio bakoitza lanean jarraitzen duenez, geldirik dagoen denbora ia desagertzen da eta lerroa benetan jarraitua bihurtzen da.
Garrantzitsuena, jarraitutasun hau ez da soilik "gauza asko aldi berean egitea". Taupada optimizazio mota bat da: denbora-tartea, biraketa-angelua eta hasiera-ordena kalkulatzen dira mugimenduak leunak izan daitezen, oreka termikoa mantendu dadin eta energia-kontsumoa minimiza dadin. Fabrikan, horrek exekuzio-kurba egonkorragoa eta produktuaren uniformetasun estuagoa dakar. Operadoreek mugimenduak errepikatzetik erritmoa kudeatzera eta datuak monitorizatzera aldatzen dira.
2. Hasieratik amaierara arteko lan-fluxu guztiz automatizatua
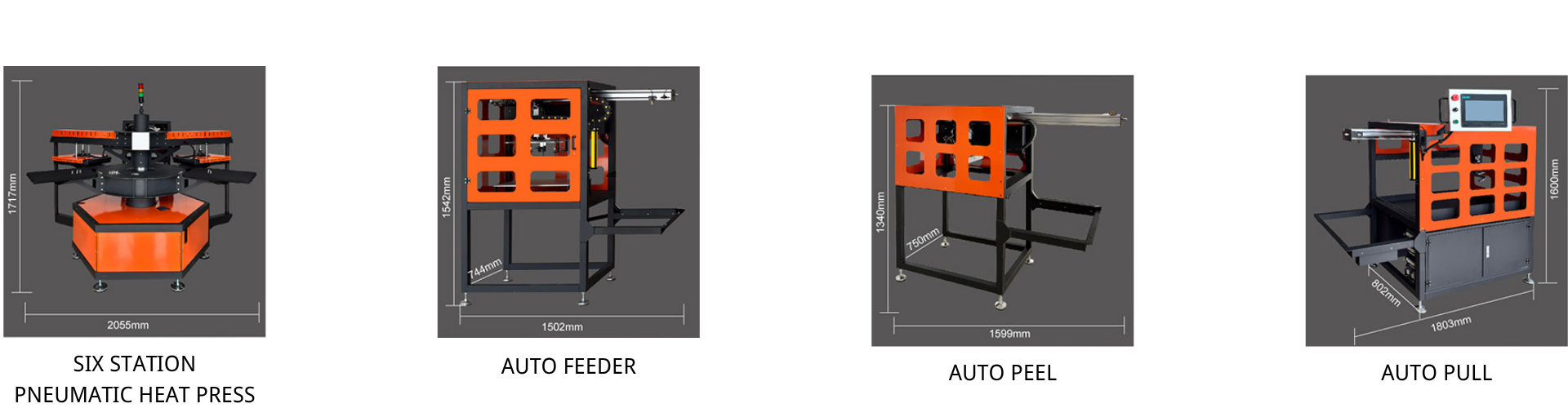
Lan-fluxu tradizionaletan, denbora asko galtzen da eskuzko urrats txikietan: diseinuak eskuz lerrokatzea, filma angelu egokian kentzea eta elementuak gainazal beroen inguruan arretaz mugitzea. Sei estazioko bero-prensa automatikoak hori guztia aldatzen du. Eskuzko zeregin horiek ekintza leun eta koordinatu bihurtzen ditu, ziklo guztietan modu berean gertatzen direnak.
Auto Feed sistemak transferentzia automatikoki kokatzen du posizio egokian. Transferentzia estazioak denbora eta presio egokia aplikatzen ditu material bakoitzerako. Auto Peel-ek bere abiadura eta angelua doitzen ditu filmarekin bat etortzeko, ertzak garbi eta xehetasunak zorrotz mantenduz. Auto Pull-ek amaitutako elementuak bilketa eremura eramaten ditu modu seguruan, beraz, operadoreek ez dute inoiz eremu beroetara iritsi beharrik.
Urrats hauek guztiak mugimendu jarraitu bakar baten antzera funtzionatzen dute elkarrekin. Prozesua ez da gehiago gizakiaren erritmoaren menpekoa, baizik eta fluxu automatiko eta etengabea jarraitzen du. Operadore bakar batek erraz kudea dezake sistema osoa, eta gordetako ezarpenek emaitza berdinak errepikatzea errazten dute beti.



3. Egitura adimenduna errendimendu egonkorrerako
Benetako industria-inguruneetan, abiadura erraza da; egonkortasuna, berriz, zaila. Txanda luzeek posizioa mantentzen duen txasis bat, zehaztasuna mantentzen duen transmisio bat eta linea osoa gelditu gabe zerbitzatu daitezkeen estazioak behar dituzte. Sei estazioko plataformak arkitektura modularra erabiltzen du, estazio bakoitza modu independentean mantendu ahal izateko, eta erdiko transmisio-karrusel batek kokapenaren zehaztasuna mantentzen du errotazioan zehar.
Ardatz eta beso indartuek desbideratze termiko eta mekanikoari aurre egiten diote, eta mugimendu-profila doituta dago angelua, ordena eta iristeko ordua denbora errealean kontrolatu eta zuzentzeko. Oreka dinamiko honek kadentzia koherentea mantentzen du martxan dauden orduetan eta irteera berdina mantentzen du txanda guztietan. Operadoreentzat, balioa erraza da: maneiu errazagoa, mantentze-lan sinpleagoa, emaitza egonkorragoak.
4. Emaitza koherenteak lortzeko kontrol adimenduna Ondorioa
Ohiko koherentzia operadorearen esperientziaren araberakoa da; lantalde ezberdinek aldaera txikiak sor ditzakete material berdinekin ere. Kontrol digitalarekin, makinak substratu bakoitzerako prozesuko "errezetak" gordetzen ditu —zikloaren denbora, biraketa-kadentzia eta moduluen ordena— eta berriro doitzeko beharrik gabe berreskuratzen ditu. Lehen jakintza zena parametro multzo bihurtzen da.
Zuzeneko monitorizazioak zikloen iraupenak, desbideratzeak eta sistemaren egoera erregistratzen ditu. Gainazaleko anomaliak goiz abisatzen ditu, eta ekoizpen-datuak memoria bat baino ikuskagarri bihurtzen dira. Kontrola makina kudeatzen duten pertsonen eskuetatik prozesua kudeatzen duen sistemara aldatzen da, beraz, eraginkortasuna jarrai daiteke eta kalitatea ohiturak baino logikak gobernatzen du.
Ondorioa
Bero-transferentziaren industrian, teknologia ez da itxurak egiteko eboluzionatzen; benetako ekoizpen-arazoak konpontzeko eboluzionatzen du. Sei estazioko bero-prensa guztiz automatiko batek makina berri bat baino gehiago adierazten du: lana antolatzeko modu berri bat adierazten du, non automatizazioa ez den azkarrago joatea bakarrik, baizik eta ekoizpen-fluxua egonkorragoa, eraginkorragoa eta kontrolagarriagoa egitea.
Argitaratze data: 2025eko azaroaren 3a
 86-15060880319
86-15060880319 sales@xheatpress.com
sales@xheatpress.com